ZY-JXZP01型 機械裝配技能綜合實訓平台
一、産品概述
本實訓平台依據機械類、機電類中等職業學校相關專業教學标準,緊密結合行業和(hé)企業需 求而設計,該平台操作技能對接國家職業标準,貼合企業實際崗位能力要求,如《機械設備安 裝工國家職業标準》、《機修鉗工》、《組合機床操作工國家職業标準》;平台以工業現場的(de)典型任 務爲實踐項目,實現項目式教學,便于學生在“做(zuò)中學、學中做(zuò)”,具有可(kě)操作性和(hé)實用(yòng)性。通(tōng) 過完成機械設備識圖與裝配工藝的(de)編寫,零部件裝配及調整,組合機床、典型機床及機床部件 的(de)裝配與調整,裝配質量檢驗和(hé)設備的(de)調試、運行與試加工等技能,提高(gāo)學生綜合職業能力, 對中職加工制造類專業機械裝配實訓室建設起到示範和(hé)引領作用(yòng)。 二、産品特點三、技術性能
二、産品特點三、技術性能
1、産品依據相關國家職業标準、行業标準職業及崗位的(de)技能要求,結合機械裝配技術領域 的(de)特點,能讓學生在較爲真實的(de)環境中進行訓練,以鍛煉學生的(de)職業能力,提高(gāo)職業素養。
2、以實際工作任務爲載體,根據機械設備的(de)裝配過程及加工過程中的(de)特點劃分(fēn)工作實施過 程,分(fēn)部件裝配及調整、整機裝配及調整、試加工等職業實踐活動,著(zhe)重培養學生機械裝配技 術所需的(de)綜合能力。
1.輸入電源:三相四線(或三相五線) AC380V±10% 50Hz;
2.工作環境:溫度-10℃~+40℃ 相對濕度≤85%(25℃) 海拔<4000m;
3.三相異步電機:電壓 AC380V,功率 60W;
4.交流調速減速電機 1 台:額定功率 90W,減速比 1:25,轉速可(kě)調;
5.交流減速電機 1 台:額定功率 40W,減速比 1:3;
6.外形尺寸:1500mm×700mm×1175mm(實訓台)、900mm×700mm×1500mm(操作台);
7.安全保護:具有電流型漏電保護,安全符合國家标準。
四、裝置功能
本裝置可(kě)實現純機械式自動加工功能,有變速動力箱給設備提供兩路傳動動力,一路動力 通(tōng)過電磁離合器的(de)開合控制精密分(fēn)度頭的(de)四分(fēn)度,在精密分(fēn)度頭的(de)工作台上安裝四個偏心輪夾 緊夾具,在分(fēn)度頭分(fēn)度過程中工件自動送料,由偏心輪夾緊方式的(de)夾具使工件夾緊,加工完的(de) 工件通(tōng)過凸輪旋柄擋杆使偏心輪夾緊夾具松開使工件落到料盤裏;另一路通(tōng)過彈性聯軸器連接 錐齒輪軸,錐齒輪分(fēn)配器又分(fēn)兩路傳動,一路由錐齒輪、圓柱凸輪帶動自動鑽床實現進給、退 刀(dāo)功能;圓柱凸輪軸上安裝有可(kě)調的(de)盤形凸輪、限位開關裝置,可(kě)控制電磁離合器的(de)工作狀态, 使分(fēn)度頭與自動鑽床、自動打标機配合動作;另一路由雙萬向聯軸器、齒輪齒條連杆機構控制 自動打标機的(de)圓錐滾子離合器,自動打标機由三相異步電機帶動曲軸實現鋼印敲打功能。
五、裝置組成及原理(lǐ)說明(míng)
(一)機械部分(fēn)
1.實訓台:采用(yòng)鐵質雙層亞光(guāng)密紋噴塑結構,40mm 厚鑄件平闆台面,桌子下(xià)方設有儲存櫃, 櫃子上方設有兩個抽屜,可(kě)放置零部件及工、量具等。
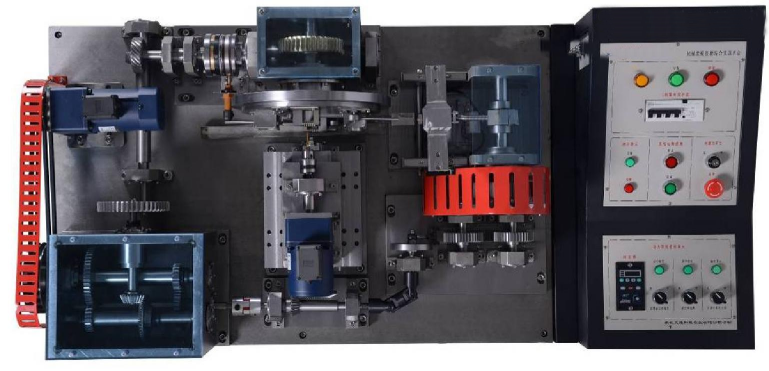 圖 2-1 實訓平台俯視圖
2.本裝置主要由實訓台、變速動力箱、精密分(fēn)度頭、工件夾緊裝置、自動鑽床進給機構、 自動打标機、聯軸器、電磁離合器、齒輪齒條連杆機構、裝配及檢測工具等組成。
圖 2-1 實訓平台俯視圖
2.本裝置主要由實訓台、變速動力箱、精密分(fēn)度頭、工件夾緊裝置、自動鑽床進給機構、 自動打标機、聯軸器、電磁離合器、齒輪齒條連杆機構、裝配及檢測工具等組成。
3.變速動力箱:動力源提供動力,實現速度變速後,使動力有兩路輸出功能。主要是由四 根軸組成的(de)箱體結構,一根輸入軸,一根傳動軸和(hé)兩根輸出軸,兩根輸出軸成 90°夾角,可(kě)完 成一軸輸入兩軸變速輸出功能。可(kě)完成變速動力箱的(de)裝配工藝及精度檢測實訓。
4.精密分(fēn)度頭:主要由蝸輪蝸杆、箱體、圓錐軸承、卸荷式裝置、工作台面等組成,采用(yòng)工業用(yòng)萬能分(fēn)度頭的(de)結構,通(tōng)過電磁離合器的(de)配合可(kě)實現對工作台進行四分(fēn)度。可(kě)完成精密分(fēn) 度頭的(de)裝配工藝及精度檢測實訓。
5.工件夾緊裝置:由四個偏心輪夾緊夾具組成,四個夾緊裝置成 90°分(fēn)布安裝在精密分(fēn)度 頭的(de)工作台面上,可(kě)實現工件的(de)夾緊定位。可(kě)完成工件夾緊裝置的(de)裝配工藝及精度檢測實訓。
6.自動鑽床進給機構:可(kě)帶動自動鑽床實現進給、退刀(dāo)等功能。主要由自動鑽床動力電機、 圓柱凸輪機構、燕尾槽滑動闆、調節絲杆機構、軸承座、直線導軌副、錐齒輪機構等組成。可(kě) 完成圓柱凸輪機構、燕尾槽滑動機構、直線導軌副等的(de)裝配工藝及精度檢測實訓。
7.自動打标機:主要由曲軸、軸瓦、圓錐滾子離合器、導向裝置、打擊頭、夾手、箱體、 動力電機、軸承等組成,可(kě)對工件進行自動打标,打标頭可(kě)以自由更換。可(kě)完成自動打标機的(de) 裝配工藝及精度檢測實訓。
8.聯軸器模塊:主要由彈性連接聯軸器、硬連接聯軸器、十字萬向聯軸器等組成。可(kě)完成 聯軸器的(de)裝配工藝及精度檢測實訓。
9.凸輪控制式電磁離合器模塊:主要由電磁離合器總成、電磁離合器聯接法蘭、盤型凸輪、 限位開關、傳動軸、軸承座、軸承、斜齒輪傳動等組成。可(kě)完成凸輪控制式電磁離合器的(de)裝配 工藝、精度調整、檢測以及盤型凸輪與電磁離合器的(de)動作配合等實訓。
10.齒輪齒條連杆機構:由曲柄、連杆、齒輪、齒條、軸承座、軸承、軸等組成,通(tōng)過調整 齒輪齒條連杆機構的(de)配合來控制自動打标機圓錐滾子離合器的(de)開合。可(kě)完成齒輪齒條連杆機構 的(de)裝配工藝及精度檢測實訓。
11.裝配及檢測工具:配置常用(yòng)的(de)裝配工具和(hé)檢測工具,通(tōng)過工量具的(de)應用(yòng),掌握工量具操 作規範。
(二)電氣控制部分(fēn) 電氣控制部分(fēn)包括總電源控制單元、動力系統控制單元和(hé)動力系統接口單元。
1.總電源控制單元
總電源控制單元主要由三相漏電保護器、三相電源指示(U 相、V 相、W 相)、相序指示燈、 系統電源控制按鈕(停止與啓動按鈕)、電源總開關(鑰匙開關)、急停按鈕等組成。
(1)三相漏電保護器 帶電流型漏電保護,控制實訓平台總電源。
(2)三相電源指示(U 相、V 相、W 相)由 3 個不同顔色的(de)指示燈組成,實時監測實訓平台三相交流電源,正常通(tōng)電情況下(xià)三個指 示燈都是點亮的(de)。
(3)相序指示 “正常”指示燈在三相電源輸入正确時點亮,當三相交流電源缺相或相序不正确時“告警”指示燈會點亮,此時實訓平台将不能正常啓動或由啓動狀态自動轉爲停止狀态。在排除故障後,實訓平台即可(kě)正常工作。(4)電源總開關 系統電源控制總開關,打開“電源總開關”(即鑰匙開關右旋)後,“系統電源控制按鈕”才可(kě)以工作。
(5)系統電源控制按鈕(停止與啓動按鈕) 打開“電源總開關”,“停止”按鈕紅燈亮。按下(xià)“啓動”按鈕,“啓動”按鈕綠燈亮,“停止按鈕”紅燈滅,動力系統的(de)主電源打開。此時再按下(xià)“停止”按鈕,“停止”按鈕紅燈亮,“啓 動”按鈕綠燈滅,動力系統的(de)主電源關閉。
(6)急停:在電源總開關打開的(de)情況下(xià),按下(xià)“急停”按鈕,系統電源瞬間切斷輸出,“停 止”與“啓動”按鈕燈熄滅。 圖 2-2 總電源控制單元操作面闆 圖 2-3 動力系統控制單元操作面闆
2.動力系統控制單元
圖 2-2 總電源控制單元操作面闆 圖 2-3 動力系統控制單元操作面闆
2.動力系統控制單元
(1)動力系統控制單元包括系統動力源、動力頭和(hé)自動打标機三部分(fēn)。
(2)按下(xià)“系統電源控制”單元的(de)“啓動”按鈕,動力系統主電源打開。分(fēn)别右旋 “動 力頭電機”旋鈕開關和(hé)“自動打标機電機”旋鈕開關,對應的(de)綠色指示燈亮,則對應打開“系 統動力源電機”、“動力頭電機”和(hé)“自動打标機電機”的(de)工作電源。
(3)“系統動力源電機”開關打開前,要保證“調速器“旋鈕在零位(即逆時針旋轉到底)。 “系統動力源電機”開關打開後,順時針調節“調速器“旋鈕,可(kě)控制系統動力源電機的(de)旋轉。
(4)“動力頭電機”開關打開前,要保證自動鑽床進給機構處于安全狀态。“動力頭電機” 開關打開後,動力頭電機開始旋轉,自動鑽床進給機構開始工作。
(5)“自動打标機電機”開關打開前,要保證自動打标機處于安全狀态。“自動打标機電機”開關打開後,自動打标機電機開始旋轉,自動打标機開始工作。(6)調速器的(de)用(yòng)法 打開“系統動力源電機”開關,調速器“STOP”按鈕亮,按下(xià)“FWD”電機正轉,按下(xià)“REV”電機反轉,“▲”鍵增加電機轉速,“▼”鍵減小電機轉速。注意:建議電機旋轉方向爲正轉, 正轉時齒輪運動方向較爲安全。
3.動力系統接口單元
 圖 2-4 動力系統接口單元操作面闆 圖 2-5 急停按鈕開關
(1)動力系統接口單元操作面闆主要由四個開爾文插座組成,從上到下(xià)依次爲五芯、七芯、 三芯和(hé)四芯插座。分(fēn)别用(yòng)于連接系統動力源電機、動力頭電機、自動打标機電機(含急停按鈕)、 電磁離合器(含限位開關)。3.安裝 本裝置應安裝在清潔,幹淨的(de)地方。本裝置可(kě)以進行機械加工,爲保證設備工作平穩和(hé)加工精度,必須放置在地面平整的(de)房(fáng)間,并且需提供三相交流電。
圖 2-4 動力系統接口單元操作面闆 圖 2-5 急停按鈕開關
(1)動力系統接口單元操作面闆主要由四個開爾文插座組成,從上到下(xià)依次爲五芯、七芯、 三芯和(hé)四芯插座。分(fēn)别用(yòng)于連接系統動力源電機、動力頭電機、自動打标機電機(含急停按鈕)、 電磁離合器(含限位開關)。3.安裝 本裝置應安裝在清潔,幹淨的(de)地方。本裝置可(kě)以進行機械加工,爲保證設備工作平穩和(hé)加工精度,必須放置在地面平整的(de)房(fáng)間,并且需提供三相交流電。
(2)急停按鈕開關:功能同“總電源控制單元”中的(de)“急停”按鈕。在電源總開關打開的(de) 情況下(xià),按下(xià)“急停”按鈕,系統電源瞬間切斷輸出,“停止”與“啓動”按鈕燈熄滅。
六、機械設備的(de)運輸、開箱、安裝和(hé)試車
1.運輸 實訓工作台較重,運輸時,要特别小心,不得(de)撞擊和(hé)振動,以免損壞設備。
2.開箱 開箱後,應立即按照(zhào)裝箱單,檢查全部附件是否備齊,檢查設備突出部分(fēn),在運輸過程中 有無損壞。
4.試車 試車前應檢查下(xià)列項目:
(1)檢查設備周圍及内部是否有妨礙設備工作的(de)障礙物(wù)。
(2)第一次通(tōng)電前必須檢查牆上電源,确保電源工作正常,才可(kě)以進行進一步操作。
(3)檢查線路是否正常連接。
