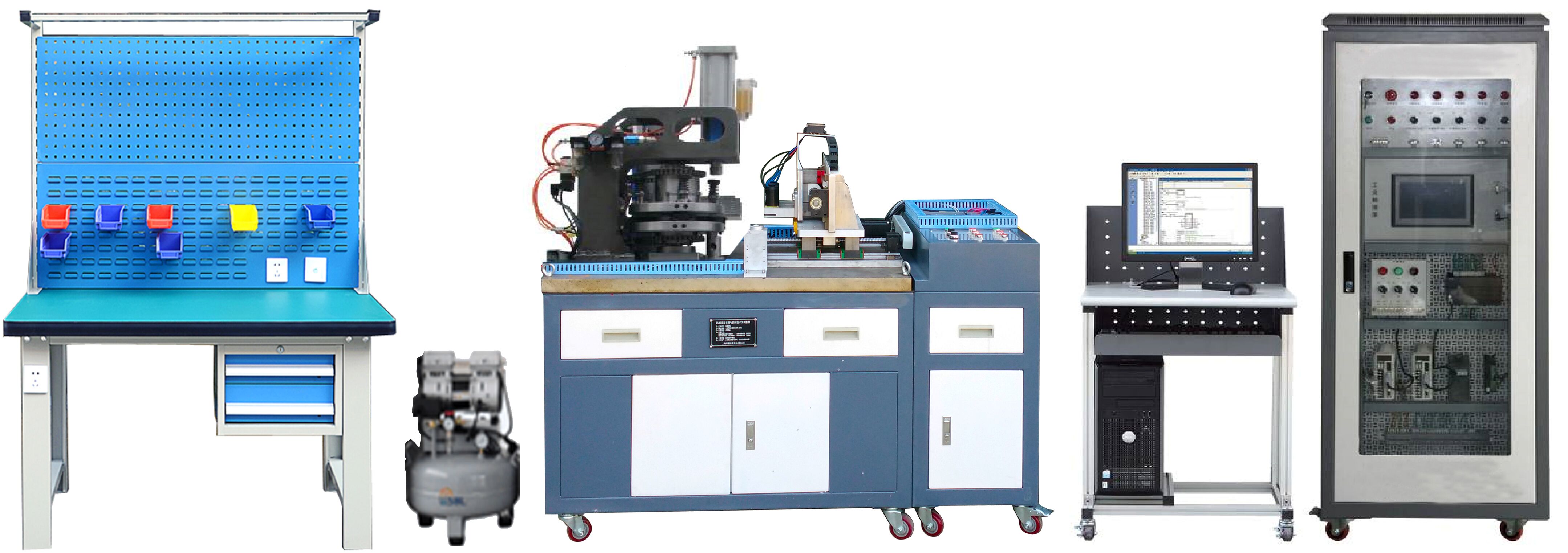
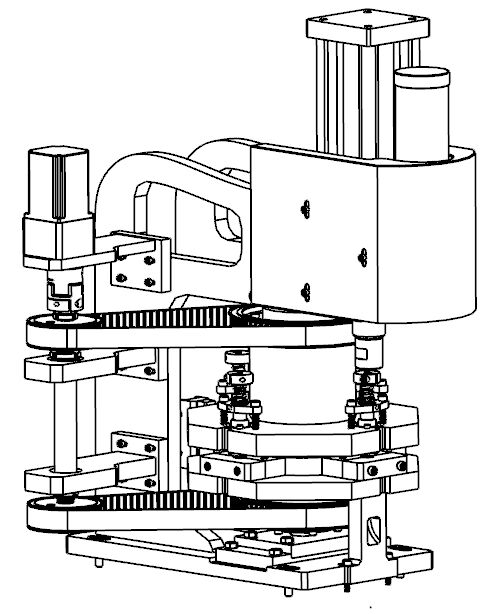
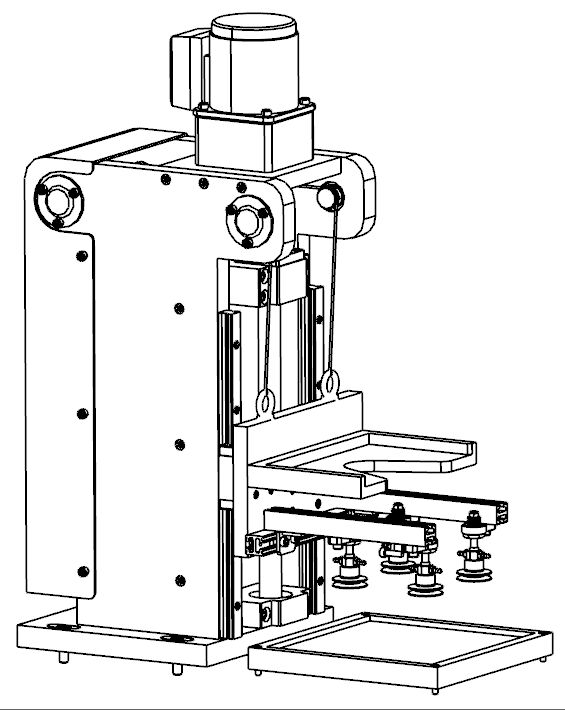
一、 産品概述 本實訓平台依據加工制造類中等職業學校相關專業教學标準,緊密結合行業和(hé)企業需求,操作技能對接國家職業标準,貼合企業實際崗位能力要求;平台把機械裝配和(hé)電氣控制系統有效融合,滿足中等職業學校加工制造類相關專業所規定的(de)教學内容中涉及到現代機械制造技術、機械制圖、機械基礎、機械設計基礎、電工電子技術、自動檢測技術、PLC與變頻器應用(yòng)技術、機電設備控制技術、自動控制系統技術、設備電氣控制與維修技術、傳感器技術、低壓電氣控制技術、機電設備運行與控制技術等方面的(de)知識和(hé)技能要求;通(tōng)過訓練可(kě)提高(gāo)學生在機械制造企業及相關行業一線工藝裝配與實施、機電設備的(de)安裝與調試、機械加工質量分(fēn)析與控制、自動控制系統和(hé)生産過程領域的(de)技術和(hé)管理(lǐ)工作,生産企業計算(suàn)機控制系統及設備的(de)運行、通(tōng)用(yòng)機電設備維護與管理(lǐ)工作,機電設備的(de)技術銷售與制造等崗位的(de)就業能力。 圖片僅供參考,具體以實物(wù)爲準 打刀(dāo)缸和(hé)多(duō)功能模架部件 自動上下(xià)料機構 橢圓模 菱形模 圓形模 三角模 二、 産品特點 1. 仿真度高(gāo) 貼近企業、行業生産,裝置可(kě)模拟真實數控沖床加工零件;實訓過程依據工業現場典型工作場景設置,将實訓過程與工作過程對接,将理(lǐ)論知識融合到實際操作中去,貼近工業現場實際操作。 2. 實操性強 依據加工制造類中等職業學校專業教學标準中的(de)課程設置要求,結合相關國家職業标準和(hé)行業标準要求設置各種實際工作任務,以職業實踐活動爲主線,真正提高(gāo)學生的(de)動手技能和(hé)就業能力。 3. 模塊化(huà)設計 設備将機械裝配和(hé)電氣控制系統有效融合,由多(duō)種機電部件組成,可(kě)完成機電設備安裝與維護、電氣設計與線路連接、PLC和(hé)觸摸屏程序編寫、機電聯調、裝配精度檢測等典型工作任務,滿足實訓教學、工程培訓及職業競賽的(de)需要,方便設備的(de)升級和(hé)擴展。 三、 技術性能 1. 輸入電源:三相四線(或三相五線) ~380V±10% 50Hz 2. 工作環境:溫度-10℃~+40℃ 相對濕度≤85%(25℃) 3. 裝置容量:<2.0kVA 4. 外形尺寸:1300mm×720mm×1450mm(實訓台) 800mm×600mm×1780mm(電氣控制櫃) 1400mm×700mm×1730mm(操作台) 400mm×720mm×900mm(控制台) 550mm×600mm×1050mm(電腦桌) 5. 安全保護:具有電流型漏電保護,安全符合國家标準。 四、 系統組成與功能 本裝置主要功能是根據要求完成對被加工物(wù)料的(de)自動上下(xià)料及多(duō)模具精确冷(lěng)沖壓過程;首先通(tōng)過電氣控制櫃中的(de)觸摸屏、PLC、傳感器等控制兩伺服電機的(de)旋轉來控制十字工作台運動,十字工作台與自動送料機構配合實現被加工物(wù)料(鋁闆)的(de)自動上料、自動送料、自動定位和(hé)自動下(xià)料功能;其次根據加工要求通(tōng)過步進電機的(de)轉動完成多(duō)功能模架部件中多(duō)形狀沖壓模具的(de)更換動作,通(tōng)過增量編程功功能實現加工尺寸控制,并通(tōng)過氣動定位系統對多(duō)功能模架進行精确定位;最後利用(yòng)沖壓系統以及冷(lěng)沖壓模具的(de)聯合動作對物(wù)料進行精密沖壓。 本實訓裝置主要由實訓台、電氣控制櫃(包括氣動模塊、電源控制模塊、可(kě)編程控制器模塊、變頻器模塊、觸摸屏模塊、步進電機驅動模塊、伺服電機驅動模塊、電氣擴展模塊等)、動力源(包括交流減速電機、步進電機、交流伺服電機等)、機械傳動機構、十字工作台、自動送料機構、八角形模架、模具、自動打刀(dāo)缸機構、操作台、裝配及檢測工具、型材電腦桌及軟件功能等組成。 1.實訓台:采用(yòng)鐵質雙層亞光(guāng)密紋噴塑結構,包括控制區域和(hé)機械裝調區域兩部分(fēn)。控制區域主要由控制面闆、電源轉換接口、控制按鈕等組成;機械裝調區域采用(yòng)鑄件操作台面,學生可(kě)在上面安裝和(hé)調整各種機械機構。 2.電氣控制櫃:采用(yòng)鐵質雙層亞光(guāng)密紋噴塑結構,結構堅固。前門采用(yòng)透明(míng)設計,可(kě)觀察到内部元件。結構共分(fēn)爲三層,最上層爲電網電壓指示、各部件二位旋鈕開關及運行指示;第二層爲昆侖同态觸摸屏單元以及電源輸出單元;最下(xià)層爲網孔實訓區域,包括PLC控制器、電氣擴展單元、伺服電機控制器、步進電機控制器、變頻器、執行部件接線端子等。 3.傳動機構:由多(duō)種機械傳動機構組成,可(kě)完成同步輪傳動、帶傳動、絲杆傳動等機械典型傳動機構的(de)裝配工藝及精度檢測實訓。 4.十字工作台部件:由底闆、中滑闆、滾珠絲杠副、直線導軌副、電磁夾具、電動推料裝置等組成,可(kě)完成滾珠絲杠副、直線導軌副、電動夾具等的(de)裝配工藝及精度檢測實訓。 5.自動上下(xià)料機構:起到存放物(wù)料、上下(xià)搬運物(wù)料等功能,使毛坯料和(hé)工件分(fēn)開,可(kě)完成自動上下(xià)料機構的(de)裝配工藝及精度檢測實訓。 6.八角形模架部件:帶動模具旋轉,實現模具更換,主要由上、下(xià)模架兩部分(fēn)組成,可(kě)完成上模架、下(xià)模架及上下(xià)模架之間的(de)裝配工藝及精度檢測實訓。 7.模具:采用(yòng)真實數控模具,實現對工件的(de)沖壓,含菱形模、橢圓模、圓形模、三角模4種模具,另包括模具校棒1套。 8.自動打刀(dāo)缸機構:通(tōng)過氣液增壓缸動作完成對模具的(de)沖壓過程。 9.軟件功能:具有加工報警模塊、伺服/步進狀态顯示模塊,轉塔調試模塊、自動上下(xià)料調試模塊、加工零件編程模塊、單模加工和(hé)四模加工切換功能。 10.操作台:鐵質雙層亞光(guāng)密紋噴塑結構,底腳寬100mm,材料厚度2mm,承重1T,台面由50MM高(gāo)分(fēn)子複合材料貼面,耐酸、酸堿,耐磨、耐油、基闆采用(yòng)高(gāo)纖維,抗沖擊力好,四周使用(yòng)高(gāo)強度塑膠包邊不易受撞擊損壞。複合桌面(外形尺寸爲1400mm×700mm)。操作台設有兩個抽屜,采用(yòng)中控一體鎖,降低推拉時抽屜脫出,降低離開時工具丢失。抽屜用(yòng)于放置工具及資料,可(kě)放置零部件、配件等。桌腿配有5孔插座,方便工作時取電作業,更加便捷輕巧。 11.懸挂架:懸挂架固定在操作台上,外形尺寸爲1400mm×150mm×980mm,采用(yòng)框架式結構,上方設有LED節電燈管照(zhào)明(míng)裝置,背網采用(yòng)上方孔下(xià)百葉孔設計,可(kě)懸挂多(duō)種料盒、挂鈎,結構緊湊、美(měi)觀大(dà)方,既可(kě)起操作時的(de)防護作用(yòng),又可(kě)挂置工、量具及圖紙,帶有托盤可(kě)放置小型零部件。 12.裝配及檢測工具:配置常用(yòng)的(de)裝配工具和(hé)檢測工具,通(tōng)過工量具的(de)使用(yòng),掌握工量具操作規範。 五、 基本配置 序号 名稱 規格 數量 單位 備注 1 實訓台 鐵質雙層亞光(guāng)密紋噴塑結構,40mm厚鑄件平闆台面,桌子下(xià)方設有儲存櫃,櫃子上方設有2個抽屜,尺寸:1300mm×720mm×1450mm 1 台 2 控制台 鐵質雙層亞光(guāng)密紋噴塑結構,桌子下(xià)方設有儲存櫃,櫃子上方設有1個抽屜,尺寸:400mm×720mm×900mm 1 台 3 電氣控制櫃 電源控制模塊 由三相電源總開關(帶漏電和(hé)短路保護)、三相熔斷器、交流接觸器、熱保護繼電器、開關電源、鑰匙開關、急停按鈕、停止啓動按鈕(紅、綠)、系統控制旋鈕開關及指示燈等組成,可(kě)提供系統電源(交流380V,交流220V,直流24V),可(kě)擴展電源(交流220V一組,直流24V三組) 1 套 4 可(kě)編程控制器 西門子S7-200 SMART CPUST40 1 套 5 觸摸屏模塊 西門子Smart 700 IE(7寸真彩色) 1 套 6 變頻器模塊 變頻器采用(yòng)三菱D700系列0.4KW變頻器,三相AC380V,内置濾波器,V/F開環控制,調節方式PAM控制,交流減速電機采用(yòng)80YS25GY22電機,并配有80GK30H減速機 1 套 7 電機及電機驅動模塊 伺服電機驅動器采用(yòng)東元JSDEP-15A,具備轉矩、速度、位置、點對點定位及混合模式切換功能,220V級,伺服電機采用(yòng)東元400W (JSMA-SC04ABK00,配有2500ppr編碼器;步進電機驅動器采用(yòng)雷賽M系列,兩相,電流:1.0-4.2;電壓:DC(18-48);細分(fēn):2-128;适用(yòng)57、86電機,步進電機采用(yòng)57SHS22-A,減速比1:36; 1 套 8 電器擴展模塊 DC24V紅色、綠色指示燈、蜂鳴器各1隻,二位旋鈕開關1隻,按鈕(不帶燈)2隻 1 套 9 軟件功能 具有加工報警模塊、伺服/步進狀态顯示模塊,轉塔調試模塊、自動上下(xià)料調試模塊、加工零件編程模塊、單模加工和(hé)四模加工切換功能。 1 套 10 傳感器部分(fēn) 主要由接近開關(LE4-1K、GKB-M0524NA、TL-Q5MC1-Z)、紅外線光(guāng)電開關(SA005-1K)、氣液增壓缸磁性開關等組成 11 機械設備部件 傳動機構 主要包含同步齒形帶傳動(同步輪爲XL系列,同步帶爲XL系列)等典型傳動機構 1 套 12 十字工作台 主要由鋁合金底座、滾珠絲杠螺母副(長度分(fēn)别爲508mm、605mm;公稱直徑20mm;導程5mm;右旋)、直線導軌和(hé)滑塊(長度分(fēn)470mm、寬度15mm、長度分(fēn)550mm、寬度23mm兩種)、工作台面(底闆、中滑闆、上滑座)、軸承(角接觸軸承、深溝球軸承)、軸承座、傳動座、端蓋、等高(gāo)塊、墊塊、導軌壓緊塊、導軌定位塊等組成;爲保證設備的(de)穩定性,工作台面及軸承座全部采用(yòng)精密數控銑床銑削加工而成 1 套 13 自動上下(xià)料機構 主要由鋁合金機架、工件箱、配重、真空吸盤、支撐架、四通(tōng)閥、滾珠絲杆、鋼絲繩、聯軸器、軸承座、軸承、底座等組成 1 套 14 八角形模架部件 主要由上模架固定軸、定位銷、落料孔、同步帶、同步輪、上八角模架、下(xià)八角模架、傳動軸、彈性聯軸器、圓錐滾子軸承、支座、端蓋等組成 1 套 15 模具 采用(yòng)真實數控模具,含菱形模、橢圓模、圓形模、三角模4種模具。主要由上模總成、彈簧、活動凸模、上模導套、下(xià)模定位塊、凹模等組成 3 套 16 自動打刀(dāo)缸機構 主要由打刀(dāo)缸床身、打刀(dāo)缸等組成,爲保證設備的(de)穩定性打刀(dāo)缸床身采用(yòng)精密數控銑削加工而成 1 套 17 電動模塊 電動推杆2隻、電磁鐵1隻 1 套 18 氣動模塊 主要由電磁閥(4V210-08DC24V 2個)、油水(shuǐ)分(fēn)離器、手滑閥、電動推杆定位、氣液增壓缸、彙流排、消音(yīn)器、8mmPU氣管、快(kuài)速接頭、堵頭、氣泵無油靜音(yīn)750W等組成 1 套 19 工具 電工工具套件 含數字式萬用(yòng)表、剝線鉗、尖嘴鉗、斜口鉗、螺絲刀(dāo)、鑷子、剪刀(dāo)、電烙鐵、烙鐵架、焊錫絲等 1 套 20 紫銅棒 一頭φ18、一頭φ14和(hé)φ30各1根 2 根 21 拉馬 150 1 件 22 一字螺絲刀(dāo) 10〞通(tōng)芯一字螺絲刀(dāo) 1 把 23 橡皮錘、榔頭 圓頭鐵錘(1.5磅)、鉗工錘(500g)、橡皮錘各1把 1 套 24 扳手組件 9件套内六角扳手;150mm、250mm活動扳手各1把;開口14-17和(hé)開口7呆扳手1套;開口17-19棘輪梅花扳手1把;M14、M18、M22圓螺母扳手1套 1 套 25 截鏈器 420~530 1 把 26 軸承裝配套筒 2 個 27 锉刀(dāo) 什(shén)錦锉、中扁锉 1 套 28 活動手柄 螺紋爲M8 1 套 29 量具 劃線平闆 300mm×300mm 1 塊 30 遊标卡尺 測量範圍:0~300mm,分(fēn)度值:0.02mm 1 把 31 深度遊标卡尺 測量範圍:0~200mm,分(fēn)度值:0.02mm 1 把 32 直角尺 200×130×12.5mm 3 把 33 杠杆式百分(fēn)表 0~0.8mm,分(fēn)度值:0.01mm;含轉接頭、磁性表座 1 個 34 百分(fēn)表 0~10mm;含轉接頭、磁性表座 1 個 35 千分(fēn)尺 0~25mm 1 把 36 鋼直尺 500mm 1 把 37 塞尺 測量範圍:0.02~1.00mm 1 把 38 操作台 台面由50MM高(gāo)分(fēn)子複合材料貼面,耐酸、酸堿,耐磨、耐油、基闆采用(yòng)高(gāo)纖維,抗沖擊力好,四周使用(yòng)高(gāo)強度塑膠包邊不易受撞擊損壞。操作台設有兩個抽屜,采用(yòng)中控一體鎖,可(kě)放置零部件、配件等。桌腿配有5孔插座,方便工作時取電作業,更加便捷輕巧。 1 台 39 懸挂架 紙懸挂架固定在操作台上,采用(yòng)框架式結構,上方設有LED節電燈管照(zhào)明(míng)裝置,背網采用(yòng)上方孔下(xià)百葉孔設計,可(kě)懸挂多(duō)種料盒、挂鈎。 1 台 40 配件 挂鈎、零件盒、編程電纜、産品配套光(guāng)盤(使用(yòng)手冊、程序等) 1 套 41 型材電腦桌 用(yòng)于放置計算(suàn)機,下(xià)方裝有四個帶刹車的(de)萬向輪,尺寸:550mm×600mm×1050mm 1 台 42 計算(suàn)機 主流品牌 1 台 用(yòng)戶自 備 43 控制技術仿真教學軟件 軟件采用(yòng)3DPDF虛拟仿真技術,3D PDF結合了(le)元數據,文字,圖像,視頻和(hé)表單的(de)動态PDF文檔(即加入三維動畫的(de)交互式PDF文檔),包含豐富的(de)3D數據。軟件界面生動美(měi)觀、易學易用(yòng),可(kě)以提高(gāo)教師教學和(hé)學生學習的(de)興趣,加深學生對知識的(de)理(lǐ)解和(hé)運用(yòng)。軟件通(tōng)過三維拆卸動畫、三維裝配動畫、模拟拆裝等方式,生動地展示了(le)機械傳動機構、送料部件(十字滑台)、轉塔部件、模具、沖料機構等模塊的(de)拆卸和(hé)裝配過程。 44 機械類實訓室安全教育仿真軟件 該軟件應能夠展示各類機械設備及各種施工工地等安全操作方法、發生事故及分(fēn)析原因,安全注意事項,機械 傷害和(hé)易發生的(de)機械事故,常見事故的(de)發生原因、防止措施以及各種安 全标志、安全色及标牌等。能夠對學生進行機械設備方面的(de)各種安全教 育,提高(gāo)學生的(de)安全意識,使學生掌握一些安全基本知識和(hé)自我保護常 識,熟悉各種事故産生的(de)原因和(hé)處理(lǐ)事故的(de)措施,讓學生在遇到危險時能采取一定的(de)安全措施,預防或減少事故的(de)發生。 一、各種安全标志、安全色及标牌: 1、安全标志分(fēn)四大(dà)類: 1)、禁止标志的(de)認識; 2)、警告标志的(de)認知; 3)、指令标志的(de)認知; 4)、提示标志的(de)認知; 2、識别國家标準四種安全色: 1)、紅色代表的(de)含義、作用(yòng)及分(fēn)析; 2)、黃色代表的(de)含義、作用(yòng)及分(fēn)析; 3)、藍色代表的(de)含義、作用(yòng)及分(fēn)析; 4)、綠色代表的(de)含義、作用(yòng)及分(fēn)析; 二、安全生産事故的(de)案例及分(fēn)析: 1)、車工夾緊工件操作安全事故的(de)經過及原因分(fēn)析; 2)、銑工戴手套操作安全事故的(de)經過及原因分(fēn)析; 3)、電工帶電作業觸電安全事故的(de)經過及原因分(fēn)析; 4)、擅自合閘導緻維修人(rén)員觸電事故的(de)經過及原因分(fēn)析; 5)、超載起重作業砸死現場人(rén)員事故的(de)經過及原因分(fēn)析; 6)、廚房(fáng)煤氣閃爆傷人(rén)事故的(de)經過及原因分(fēn)析; 7)、未戴防護帽機器絞傷事故的(de)經過及原因分(fēn)析; 8)、防護用(yòng)品失效窒息死亡事故的(de)經過及原因分(fēn)析; 9)、安全帶低挂高(gāo)用(yòng)墜落死亡事故的(de)經過及原因分(fēn)析; 10)、洞口未防護高(gāo)處墜落死亡事故的(de)經過及原因分(fēn)析; 六、 實訓項目 項目一、機械識圖與裝配工藝的(de)編寫 根據部裝圖和(hé)總裝圖,讀懂(dǒng)機械設備的(de)工作原理(lǐ)、裝配關系和(hé)技術要求等内容,并編寫裝配工藝。 項目二、送料機構(倉庫)的(de)裝配與調整 根據部裝圖、總裝圖及機械設備的(de)功能要求,按照(zhào)正确的(de)裝配工藝要求,完成導軌、鏈傳動、同步帶傳動等的(de)裝配與調整,并調整傳感器位置,保證與十字滑台部件的(de)配合。 項目三、十字工作台的(de)裝配與調整 根據部件裝配圖、總裝圖及機械設備的(de)功能要求,按照(zhào)正确的(de)裝配工藝要求,完成直線導軌副、滾珠絲杆副、軸承、軸承座、氣動定位夾手等的(de)裝配與調整,并完成十字工作台的(de)整體控制流程調試。 項目四、打刀(dāo)缸機構的(de)裝配與調整 根據部件裝配圖、總裝圖及機械設備的(de)功能要求,按照(zhào)正确的(de)裝配工藝要求,完成上、下(xià)模架的(de)裝配與調整,并調整上、下(xià)模架的(de)同軸度。 項目五、模具的(de)裝配與調整 根據部裝圖、總裝圖及機械設備的(de)功能要求,按照(zhào)正确的(de)裝配工藝要求,完成沖壓模具上、下(xià)模同軸度的(de)裝配與調整。 項目六、典型傳動機構的(de)裝配與調整 根據部裝圖、總裝圖及機械設備的(de)功能要求,按照(zhào)正确的(de)裝配工藝要求,完成同步齒形帶傳動、帶傳動等典型傳動機構的(de)裝配與調整。 項目七、電氣安裝與電路連接 根據電氣圖紙和(hé)功能要求,完成機械設備電氣控制系統的(de)器件安裝和(hé)電路連接。 項目八、步進電機參數調整及控制 結合步進電機使用(yòng)手冊,完成步進電機步距角及電流參數設置,并編寫PLC控制程序。 項目九、伺服電機參數調整及控制 結合伺服電機使用(yòng)手冊,完成伺服電機各主要參數設置,并編寫PLC程序對伺服電機進行精密控制。 項目十、變頻器參數調整及控制 結合變頻器使用(yòng)手冊,完成變頻器各主要參數設置,并編寫PLC程序對交流電機進行多(duō)段調速控制。 項目十一、PLC及觸摸屏的(de)軟件設計 根據機械設備的(de)功能要求,進行PLC、觸摸屏程序的(de)編寫與調試,完成各模塊的(de)自動控制。 項目十二、機械設備的(de)調試、運行及試加工 調試運行機械設備,達到規定的(de)工作要求和(hé)技術要求,并進行機械設備的(de)試加工。ZY-16型 機械設備組裝與維修實訓裝置



相關産品
