ZY-JXZT04型 機械裝調成形實訓平台
ZY-JXZT04型 機械裝調成形實訓平台依據加工制造類中等職業學校相關專業教學标準,緊密結合行業和(hé)企業需求,操作技能對接國家職業标準,貼合企業實際崗位能力要求;機械裝調成形實訓平台把機械裝配和(hé)電氣控制系統有效融合,滿足中等職業學校加工制造類相關專業所規定的(de)教學内容中涉及到現代機械制造技術、機械制圖、機械基礎、機械設計基礎、電工電子技術、自動檢測技術、PLC與變頻器應用(yòng)技術、機電設備控制技術、自動控制系統技術、設備電氣控制與維修技術、傳感器技術、低壓電氣控制技術、機電設備運行與控制技術等方面的(de)知識和(hé)技能要求;通(tōng)過訓練可(kě)提高(gāo)學生在機械制造企業及相關行業一線工藝裝配與實施、機電設備的(de)安裝與調試、機械加工質量分(fēn)析與控制、自動控制系統和(hé)生産過程領域的(de)技術和(hé)管理(lǐ)工作,生産企業計算(suàn)機控制系統及設備的(de)運行、通(tōng)用(yòng)機電設備維護與管理(lǐ)工作,機電設備的(de)技術銷售與制造等崗位的(de)就業能力。
1. 仿真度高(gāo) 貼近企業、行業生産,裝置可(kě)模拟真實面料成形加工過程;實訓過程依據工業現場典型工作場景設置,将實訓過程與工作過程對接,将理(lǐ)論知識融合到實際操作中去,貼近工業現場實際操作。
2. 實操性強 依據加工制造類中等職業學校專業教學标準中的(de)課程設置要求,結合相關國家職業标準和(hé)行業标準要求設置各種實際工作任務,以職業實踐活動爲主線,真正提高(gāo)學生的(de)動手技能和(hé)就業能力。
3. 模塊化(huà)設計 設備将機械裝配和(hé)電氣控制系統有效融合,由多(duō)種機電部件組成,可(kě)完成機電設備安裝與維護、電氣設計與線路連接、PLC和(hé)觸摸屏程序編寫、機電聯調、裝配精度檢測等典型工作任務,滿足實訓教學、工程培訓及職業競賽的(de)需要,方便設備的(de)升級和(hé)擴展。
三、技術性能
1、輸入電源:220V,50HZ
2、工作環境:溫度-10℃~+40℃ 相對濕度≤85%(25℃)
3、裝置容量:<4.0kVA
4、控制方式:PLC+觸摸屏
5、三相電機:0.37KW,2台
6、變頻器:1.5KW
7、減速器:速比1:25 ,2台
8、焊接系統:15K2500W
9、外形尺寸:3350*1300*1850mm
10、重量:300KG
11、安全保護:具有電流型漏電保護,安全符合國家标準。
四、系統組成與功能
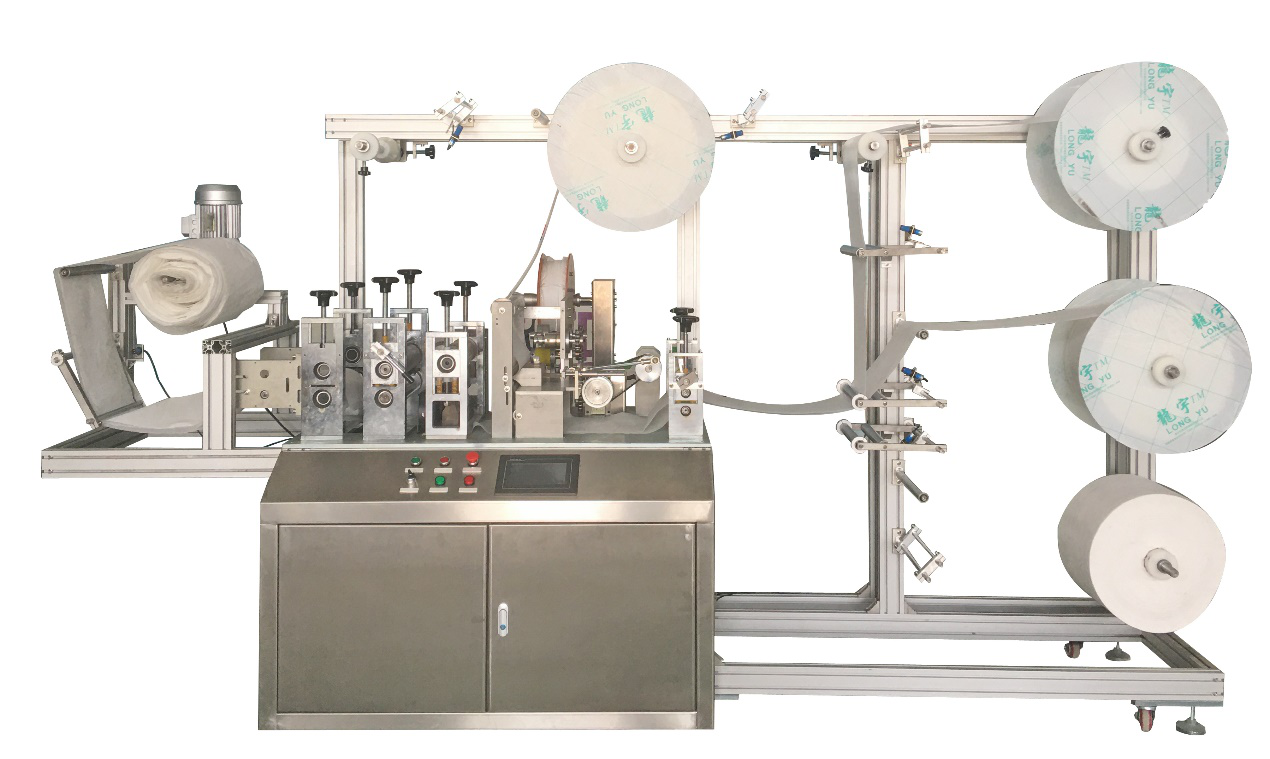
機械裝調成形實訓裝置主要功能是根據要求完成對被加工面料的(de)入料、加入筋條及成形壓紋、滾切面料、分(fēn)離成品等過程;首先通(tōng)過電氣控制櫃中的(de)觸摸屏、PLC、傳感器等控制兩主電機的(de)旋轉來控制牽引壓輥運動,帶動面料從放料架經過導向輥、支撐架及張緊裝置等穿過初始過料輥使多(duō)層面料壓合,同時筋條料盤機構由間歇摩擦傳動機構帶動筋條經過導正驅動機構使筋條實現向前運動,接著(zhe)沖裁機構動作裁剪筋條,然後由間歇凸輪機構帶動偏心輪送料機構送入筋條到面料上,接著(zhe)面料經過超聲波壓紋機構,實現封邊焊接,面料繼續運動經過切刀(dāo)輥機構實現成形切割,最後由收料機構帶動面料進過分(fēn)揀輥把成形面料從面料上分(fēn)離出來,擺杆機構配合傳感器控制收廢電機實現間歇運動控制收廢松緊。
機械裝調成形實訓裝置主要由實訓台、電氣控制櫃(包括電源控制模塊、可(kě)編程控制器模塊、變頻器模塊、觸摸屏模塊、超聲波模塊等)、動力源(包括三相電動機、減速器等)、鋁型材放料架、導向輥、支撐架、張緊裝置、初始過料輥架、筋條料盤機構、間歇摩擦傳動機構,導正驅動機構、沖裁機構、間歇凸輪減速機構、偏心輪送料機構、鏈條傳動機構、壓紋機構、牽引輥機構、切刀(dāo)輥機構、擺杆機構、分(fēn)揀輥、回收機構及軟件功能等組成。
1.實訓台:采用(yòng)鐵質雙層亞光(guāng)密紋噴塑結構,包括控制區域和(hé)機械裝調區域兩部分(fēn)。控制區域主要由控制面闆、電源轉換接口、控制按鈕等組成;機械裝調區域采用(yòng)鑄鐵操作台面,學生可(kě)在上面安裝和(hé)調整各種機械機構。
2.電氣控制櫃:采用(yòng)不鏽鋼材料,結構堅固。雙開門設計,打開可(kě)觀察到内部元件。控制櫃上部爲電源指示、二位旋鈕開關及運行指示;右邊爲昆侖通(tōng)态觸摸屏單元;櫃内爲網孔實訓區域,包括PLC控制器、電氣擴展單元、變頻器、執行部件接線端子等。
3.傳動機構:由多(duō)種機械傳動機構組成,可(kě)完成鏈輪傳動、齒輪傳動、偏心輪傳動等機械典型傳動機構的(de)裝配工藝及精度檢測實訓。
4.筋條料盤機構:筋條線是從線輪下(xià)方通(tōng)過的(de),當導正/驅動機構缺料時,筋條線被拉緊,然後将線輪往上擡,帶動旋轉軸旋轉,旋轉軸又帶動鎖緊塊順時針運動,頂杆就會被放下(xià),這時料盤就可(kě)以旋轉;當放料多(duō)了(le)後,筋條線會松,這時線輪會往下(xià),頂杆會頂住放線盤,料盤就停止轉動。
5.初始過料機構:作用(yòng)是爲了(le)将幾層面料進行壓疊,原理(lǐ)其實就是:波紋把手往下(xià)旋緊,然後彈簧壓緊滑動塊。連接軸和(hé)固定塊的(de)接觸方式:連接軸上有一個槽,卡進固定塊,這樣連接軸在旋轉的(de)同時,也(yě)會有升降的(de)動作。
6.導正驅動機構:筋條線從料盤出來,經過導正/驅動機構(料盤是無動力的(de),靠驅動機構牽引著(zhe)往前走);從導正/驅動機構出來後,經過料道,進入送料盒,旋轉擺輪剛好碰一下(xià)切刀(dāo),将筋條線切斷,然後由裝料機構将筋條線推進面料中;
7.偏心輪送料機構:間歇凸輪機構帶動偏心輪旋轉帶動推杆和(hé)推闆前進,将筋條線送入面料中間。
8. 壓紋機構:由底闆、左邊可(kě)調滑塊座、右邊可(kě)調滑塊座、左滑塊、右滑塊、壓紋輥、軸承、橫梁、調節螺杆、手柄、彈簧等組成,可(kě)完成軸承座裝配、滑塊座裝配、可(kě)調夾緊裝配等的(de)裝配工藝及精度檢測實訓。
9. 牽引輥機構:由底闆、左邊可(kě)調滑塊座、右邊可(kě)調滑塊座、左滑塊、右滑塊、固定輥、調節包膠輥、軸承、橫梁、調節螺杆、彈簧、偏心鎖緊杆、手柄等組成,可(kě)完成軸承座裝配、滑塊座裝配、可(kě)調夾緊裝配等的(de)裝配工藝及精度檢測實訓。
10. 滾刀(dāo)輥機構:由底闆、左邊可(kě)調滑塊座、右邊可(kě)調滑塊座、左滑塊、右滑塊、固定輥、可(kě)調滾刀(dāo)輥、軸承、橫梁、調節螺杆、彈簧、手柄等組成,可(kě)完成軸承座裝配、滑塊座裝配、可(kě)調夾緊裝配等的(de)裝配工藝及精度檢測實訓。
11、鋁型材放料架:當需要做(zuò)幾層的(de)面料時,就在料架上放幾卷面料,其餘的(de)空著(zhe)。
12. 支撐架:每卷面料各自穿過張緊機構,然後經過面料卷支撐架,進入下(xià)一工序。
13.軟件功能:具有加工報警模塊、計數顯示模塊,高(gāo)中低速度控制模塊、面料檢測模塊、加工效率模塊等。
14.裝配及檢測工具:配置常用(yòng)的(de)裝配工具和(hé)檢測工具,通(tōng)過工量具的(de)使用(yòng),掌握工量具操作規範。
相關産品
